

Our Services
With over 600 accredited testing methods and cutting-edge technology.





About LMATS
Leading the Way in Advanced Testing & Inspection
LMATS is an ISO/IEC 17025 and ISO 17020 accredited Australian company delivering over 600 methods of testing, inspection, and assessment across multiple industries.
Established: 2008 in Melbourne
National Presence: 10+ locations across VIC, NSW, QLD, WA
Projects Delivered: 100,000+
Clients Served: 200+ government departments, 3000+ companies
Powered by cloud-based OMS software with Level 3 NDT professionals and engineering qualifications. Your trusted partner for precision testing, sustainability-driven solutions, and real-time insights.
Learn More About Us
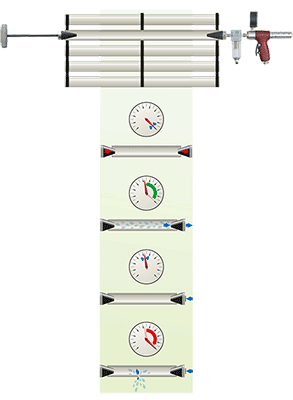
LMATS offers a range of tube leak testing methods for heat exchangers, condensers and other tubular equipment, these methods being pressure and vacuum testing
LMATS vacuum leak tester is a simple, precise method of testing tubes in boilers, condensers, and heat exchangers. It is the fastest, most accurate means of locating leaky tubes for plugging or replacement. Using a compressed air, the vacuum leak tester create a vacuum in a tube to a desired negative pressure (e.g. average of -0.6bar) on the vacuum gauge for at least 10 seconds. A non-variable reading on the gauge would indicate that the tube is not leaking. If the pointer on the vacuum gauge changes direction then a tube may have a through-wall discontinuity.
The LMATS methods of The tube leak inspection testing is very fast, convenient, effective and economical for general purpose heat exchangers and condensors such as air-air or air-water heating / cooling systems.
In areas where there is a requirement to test tubes in a volatile environment or where product contamination during testing is a concern LMATS makes use of a Vacuum inspection method for testing tubes for leaks.
- A FAST INSPECTION Without any preparation (except opening inspection hatches), the first tube of the Heat exchanger tube leakage test can be vacuum tested for leakage in less than a minute.
- Ultra sensitive technique compared to hydro-testing or handheld helium leak methods
- The smallest pinhole in a tube can be identified quickly using the vacuum tube testing method
- Intrinsically safe as it powered by compressed air the vacuum leak detector method of Heat exchanger tube leakage testing and detection does not use any volatiles during the testing process
- Faster than most other testing methods the heat exchanger is back online sooner thus saving downtime production costs
- Cost-effective method of heat exchanger tube vacuum leakage test
- Able to pinpoint leaks in individual exchanger tubes allowing fast repair and vessel turnaround
- Un-reactive with any contaminants remaining in an exchanger under vacuum test
- For water-sensitive processes this non-wetting vacuum tube test technique that eliminates the requirement to dry the heat exchanger before returning back into service
- No contamination of product with chemicals during the heat exchanger tube leakage test.
For more information on vacuum tube leak testing methods for heat exchangers, condensors and pressure vessels simply contact LMATS
LMATS Non-destructive testing (NDT) technicians examine the physical properties of materials and parts to find corrosion, cracks, flaws and other imperfections, which might lead to unreliable product performance or product failure on a daily basis for our customers.
LMATS technicians, use a range of methods to test materials and parts, including:
- visual inspection – using lenses, CCTV and fibre optic cameras
- dye penetrant testing – staining surfaces with fluorescent liquid, which shows up flaws under ultraviolet lighting
- magnetic particle testing – applying magnetic particles to magnetised materials, so they line up along cracks and defects (often combined with dye testing)
- radiographic testing – using X-rays to find internal faults
- ultrasonic testing – firing high frequency sound pulses into materials and analysing the differences in the reflected signals
- eddy current testing – passing electricity through materials and measuring the differences in the flow of current
- resonant testing – 'listening' to the growth of cracks or flaws by monitoring the acoustic vibrations of a structure, for example a bridge support.
In manufacturing, LMATS (NDT) technicians work with materials at every stage of production to make sure they are safe. For example, in aircraft construction, you would test materials when they are first made, while the fuselage is being built, and at regular intervals throughout the operating life of the aircraft.
LMATS technicians work in conjunction with our customers using various NDT methods to maintain quality control procedures in many industries, including, aerospace, road and rail transport, manufacturing and power generation.
LMATS NDT technicians at Melbourne, Albury, Sydney, Newcastle, Brisbane or Perth laboratories are certified by the AINDT and LMATS are certified under NATA
Vacuum box bubble test is one of the safest and reliable non-destructive test method.
The vacuum box bubble test can locate leaks in the test area that cannot be directly pressurized.
The test is performed by applying a detergent solution on the test area and creating a vacuum around the test surface by external mechanism e.g. vacuum box.
The detergent solution will bubble if there is any leakage through the test area.
LMATS professionals are trained and experienced in vacuum box bubble test method in accordance with ASME V, Appendix II.
LMATS is NATA accredited and offers services from Melbourne and Sydney laboratories.
Dye Penetrant Inspection (DPI) also called as Liquid Penetrant Inspection (LPI) or Penetrant Test ( PT) is fast, economical and widely used non destructive test method to detect surface-breaking discontinuities in all non-porous materials (metals, plastics, or ceramics).
Penetrant test is based upon the principles of capillary action where liquid penetrates into a cavity.
Penetrant test is performed by cleaning the test surface thoroughly, applying coloured or fluorescent penetrant, allowing penetration time, removal of excess penetrant followed by application of developer ( dry or liquid form).
The developer assists to draw penetrant out from the surface breaking discontinuities.
After developer dwelling the test surface is examined for bleed out under natural light or black (UV) light (depending on the type of penetrant).
Fluorescent Dye Penetrant Inspection (FDPI) is the most sensitive test method.
Dye penetrant Inspection (DPI) is predominantly used on non-ferrous materials in aerospace industries, shipping and offshore, petrochemical industries and stainless industry.
Some of the common parts tested are stainless steel welded joints, aluminium alloys joints, turbine blades, stainless steel fittings, castings and forgings, weld overlays (stellite), aerospace engine parts, etc.
LMATS can perform penetratn testing in accordance with AS 2062, ASTM E1417, ASTM E165, ASTM E1418, ASTM E433, ASTM 1209, ASTM E1219, ASTM E1220, ASME V Article 6, EN 571-1 and similar national and international standards.
LMATS offers Liquid penetrant testing services from its laboratories in Melbourne (VIC), Albury, Sydney, Newcastle (NSW), Briabane (QLD) and Perth (WA) Laboratories. LMATS staff regularly performs Dye Penetrant testing in Tasmania, South Australia (SA), Northern Terrritory (NT). Contact one of the nearest LMATS laboratories near your job location.
Interesting Fact:
It is possible that an item tested using Liquid Penetrant test and complied in accordance with the product Standard may leak during the final hydrostatice testing. Most of the Standards specify dwelling time between 10mins to 30mins. This duration is not enough for liquid penetrant to enter cavities such as Macro Shrinkage in castings. Our experiment on one of the castings (during failure investigation) indicated that even 24 hour dwell time did not reveal this type of discontinuity. Upon cross sectioining and microscopic evalaution, this defect was located.
Magnetic Particle Inspection (MPI) also sometimes called as Magnetic Test (MT) is a non-destructive test method for the detection of surface and sub-surface discontinuities in ferrous materials.  The test method involves application of magnetic field externally or applying electric current through the material which in turn produces magnetic flux in the material. Simultaneously, visible ferrous particles on sprinkled or sprayed on the test surface. The presence of a surface or near surface discontinuities in the material causes distortion in the magnetic flux which in turn causes leakage of the magnetic fields at the discontinuity. The magnetic particles are attracted by the surface field in the area of the discontinuity and adhere to the edges of the discontinuity appearing the shape of the discontinuity.
The test method involves application of magnetic field externally or applying electric current through the material which in turn produces magnetic flux in the material. Simultaneously, visible ferrous particles on sprinkled or sprayed on the test surface. The presence of a surface or near surface discontinuities in the material causes distortion in the magnetic flux which in turn causes leakage of the magnetic fields at the discontinuity. The magnetic particles are attracted by the surface field in the area of the discontinuity and adhere to the edges of the discontinuity appearing the shape of the discontinuity.
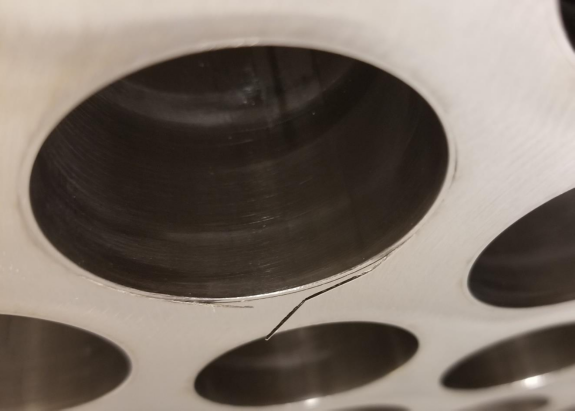
Following is another example of longitudinal crack detection in Rail flange section.
There are several methods of magnetising the test parts.
A current flow method through contact heads, encircling coil magnetising, threaded bard magnetising are the examples of magnetising methods on a magnetic particle bench. The most common method utilised in general industries is the magnetic flow method using electromagnetic yoke. The particles are often colored and usually coated with fluorescent dyes that are made visible with a hand-held ultraviolet (UV) light (black light). The test method using fluorescent coated particles is called as Fluorescent Magnetic Particle Inspection or test (FMPI) and the usage of other coloured particles is termed as colour contrast Magnetic Particle Inspection or test (MPI).
Magnetic Particle Inspection (MPI) is the economical and comparative faster non-destructive test method used widely in Aerospace, Locomotive, automotive, power generation, nuclear, petrochemical industries. The most common examples are testing of crank shafts, cam shafts, connecting rods, engine gears, landing gear, bearing caps, engine blocks, motor shafts, engine bolts, nuts, washers, threaded bars, studs, piping joints ( fabricated joints, welds) in power generation and petrochemical industries, etc.
Magnetic particle test (MT) is very sensitive test method. It can detect tight in-service fatigue cracks in rotating parts or creep cracks on steam piping. Magnetic Particle Inspection cannot be used for non-ferrous materials and non-magnetic ferrous materials such as austenitic stainless steels.
LMATS Melbourne and Sydney laboratories performs MPI / MT in accordance with AS 1171, ASME V Article 7, ASTM E1444, ASTM E125, ASTM E709, BS 6072, EN 1290 and similar national and international standards.
