

Our Services
With over 600 accredited testing methods and cutting-edge technology.





About LMATS
Leading the Way in Advanced Testing & Inspection
LMATS is an ISO/IEC 17025 and ISO 17020 accredited Australian company delivering over 600 methods of testing, inspection, and assessment across multiple industries.
Established: 2008 in Melbourne
National Presence: 10+ locations across VIC, NSW, QLD, WA
Projects Delivered: 100,000+
Clients Served: 200+ government departments, 3000+ companies
Powered by cloud-based OMS software with Level 3 NDT professionals and engineering qualifications. Your trusted partner for precision testing, sustainability-driven solutions, and real-time insights.
Learn More About Us
Toys containing lead and other elements
Toys are products that are designed or clearly intended for children to play with. Toys are a fundamental part of children’s development. It is vital that they are free of dangerous elements that could harm children.
Most toys are safe from dangerous levels of lead and other elements.
Be aware, that some toys containing lead and certain other elements can seriously harm children.

Harmful metal elements found in toys that should not be there.
Elements known to be most harmful, at certain levels, to children playing with toys are:
- antimony
- arsenic
- barium
- cadmium
- chromium
- lead
- mercury
- selenium.
To minimise the risks associated with toys containing unsafe levels of lead and other metals there is a mandatory standard for children's toys containing unacceptable levels of lead and other elements.
AS/NZS ISO 8124.3:2012 Safety of toys
At LMATS we make accessing lead and other metals analysis Services exceptionally effortless.
The mandatory standard provides specific guidelines on how to test for lead and other elements in children's toys and finger paints.
To ensure their products comply with the standard, suppliers should organise this testing through specialist laboratories with the right skills, experience and equipment.
LMATS as a specialist laboratory have the right skills, experience and equipment to test for lead and other elements in children's toys and finger paints, thus determining if the toys and finger paints products comply with the standards.
For all your lead and other metals analysis in toys and other items simplu contact us.
Lead Paint Analysis, Detection and Inspection
Beware of lead paint when renovating and repairing
Before 1970, paints containing high levels of lead were used in many Australian structures ie domestic houses and other infrastructure note Homes built before 1970 are most at risk, but those built more recently may also have paint containing lead
The recommended amount of lead in paint has progressively been reduced from 50% before 1965, to 1% in 1965. In 1992, it was reduced to 0.25%, and in 1997 it was further reduced to 0.1%.
The dangers of lead in paints has been extensively publicised. Lead in paint is a problem only if it is damaged or disturbed. Paint in good condition that is not flaking or chalking, or is covered by well maintained lead free paint is not a hazard in itself.
Are you in danger of lead paint?
People renovating their houses or repairing infrastructure are in the most danger




LMATS regularly test for lead in paint and other materials on houses buildings and infrastructure like bridges etc.
LMATS can also test for lead in toys.
LMATS Portable lead paint XRF testing on location is the fastest and most accurate way to determine the amount of lead paint contamination in any area.

- Testing is done using our Oxford XMET 7500 with calibrated reference lead paint film samples
- Testing can be done on interior and exterior building surfaces
- We can analyse lead contents in the range of 0.3 to 5.0 mg/cm², including determining whether the content is below 0.3 or greater than 5.0 mg/cm²
- Paints containing as much as 50% lead were used on the inside and outside of homes built before 1950. Until the late 1960s, paint with more than 1% lead was still being used.
Advantages of the Portable XRF method versus lead paint kits and other methods:
- The analysis is non-destructive (compared with sampling kits which require a sample to be taken and analysed by a lab)
- The analysis gives an instant indication of the presence of lead (compared with sampling methods)
- The analysis gives the content of lead (compared with lead colour change kits which give a Y/N answer)
- Can easily analyse many locations or painted surfaces without damaging or requiring surface preparation
- Multiple samples can be analysed with lower cost and instant results than laboratory methods
AS 4361.2 Guide to Lead Paint Management Part 2: Residential and Commercial Buildings.
AS 4361.1 Guide to Lead Paint Management—Industrial Applications.
AS 2311 Painting of Buildings.
AS 8124 Safety of Toys
Other references:
National Occupational Health and Safety Commission Control of Inorganic Lead at Work AGPS, 1994.
This Worksafe Australia Standard includes the National Standard for the Control of Inorganic Lead
at Work (NOHSC: 1012 (1994)) and the National Code of Practice for the Control and Safe Use of
Inorganic Lead at Work (NOHSC: 2015 (1994)).
National Occupational Health and Safety Commission Exposure Standards for Atmospheric
Contaminants in the Occupational Environment (NOHSC:1003(1995)).
Safe Work Australia (Review of hazards and health effects of inorganic lead—implications for WHS
regulatory policy) (2014).
Australian Government Department of Environment Information Sheet Lead Alert: The six step guide to painting your home.
At LMATS we make accessing lead paint analysis Services exceptionally effortless.
Simply contact us at LMATS for all yout lead paint analysis requirements.
Wet Adhesion Test (Soak test) for the resistance of coating to immersion in hot water under AS4822-2008 Appendix F
Wet Adhesion Test
Water can be a most detrimental environment to any coating system.
Water molecules that penetrate through the coating to the surface can cause blistering, loss of adhesion, and result in coating failure.
The Hot Water Soak Test or Wet Adhesion Test examines a coating’s ability to adequately protect the surface in immersion conditions.
The Wet Adhesion Test was conducted according to (CSA Z245.20-02 Section 12.14. AS4822-2008 Appendix F)
This test requires a temperature and time as specified by the customer.
An example is following
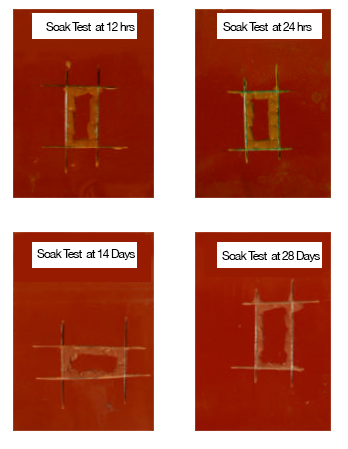
Coated test specimen panels immersed in water at 95C and left fully immersed for required duration and temperature of the test usually up to 28 days.
At the end of the test period the Test specimens will be examined for adhesion ( rectangle approximately 30 mm x 15 mm is cut in the center of each sample ) in accordance to AS 3894.9, Method A ‘Knife test’, and determine the adhesion rating of each test specimen.

Test results should indicate:
- Determine the adhesion rating
- No blistering
- No de-lamination
- No changing of colour or gloss
At LMATS Our NACE Certified staff regularly undertake the Wet Adhesion Test (Soak test) for the resistance of coating to immersion in hot water under AS4822-2008 Appendix F
Failure investigation on coatings - Protective Coating Failure Analysis
At LMATS Our NACE Certified staff is experienced in industrial, commercial, architectural and institutional coating inspection, design and project management throughout the world, and we invite you to put those vast experiences to work for you.
LMATS Professional Services include Forensic Failure investigation Independent Expert Witness Level 3 Services for NDT
To investigate a failure, and analyze the conditions that promoted the failure, important information must be collected on the failed coating. Background information on the coating type and application procedure, the service history and environment, and physical evidence of the failed coating are necessary to determine why, how, when, and where a failure may have occurred.
If these answers are provided during the course of the investigation, future failures may be better understood or possibly prevented.
FAILURE ANALYSIS
A coating failure analysis investigation is much like the work of a detective. Clues or relevant facts related to the investigation must be gathered, analyzed, explored, and studied to make an informed determination.
Failure Analysis – Sequence of Events recorded
Justification for conducting a coating failure analysis investigations is the most important issue for a failure analyst.
Corrosion protection, aesthetic, production, or litigation related purposes provide excellent examples for justification.
Collection of all Background Data associated with the Failour.
Sample Removal
The decision to remove a sample specimen of a paint or coating, or of the underlying substrate, is a very important part of the failure analysis investigation. Sample selected should be characteristic of the coating and/or substrate and contain a representation of the failure or corrosion attack. For comparative purposes, a sample of the intact coating and/or substrate should be taken from a sound and normal section. In conjunction, for a complete microscopic and chemical evaluation and analysis, samples from the failure, adjacent to the failure, and away from the failure are necessary.
COATING FAILURES
The majority of coating-related failures can be attributed to six primary causes. These causes are as follows.
- Improper surface preparation – the substrate surface is not adequately prepared for the coating that is to be applied. This may include cleaning, chemical pretreatment or surface roughening.
- Improper coating selection – either the paint or coating selected is not suitable for the intended service environment, or it is not compatible with the substrate surface.
- Improper application – this can be a problem with either shop-applied or field applied coatings, and occurs when the required specifications or parameters for the application are not met.
- Improper drying, curing and over coating times – again, this problem relates to a lack of conformance to the required specifications or parameters.
- Lack of protection against water and aqueous systems – this is a particularly serious problem with aqueous systems containing corrosive compounds such as chlorides.
- Mechanical damage – which results from improper handling of the painted or coated substrate, resulting in a breach in the paint or coating.
- There are innumerable possible failure modes which can result from these primary causes.
Failure modes will be divided into three general categories:
Formulation-related failures.
Substrate-related failures.
Physical defect-related failures, including blistering.
Coating inspection Precoating surface and sub surface inspection
LMATS offer a comprehensive pre coating inspection service, and Third Party Inspection , Supplier Audits And Vendor Management, having an NATA accredited laboratory LMATS are able to perform all the NDT inspections required from PMI - Positive Material Identification on various Grades of material using XRF Spectroscopy, Chemical analysis using the latest technology spark atomic emission spectrometer (AES) for chemical analysis of metallic samples, trough to Radiographic (RT), Ultrasonic testing (UT /UFD/ ULT/ UTT), Eddy Current Testing (ET), Material Identification to name a few.
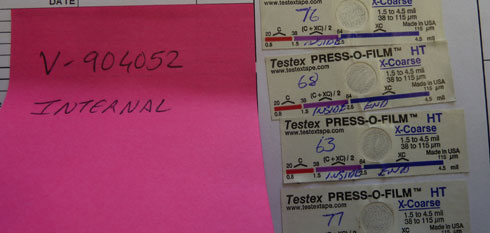
A pre coating inspection of a grit blasted surface profile measurements and made using Testex method this is important as most coatings do not have high adhesion properties and require the optimum conditions to achieve the best results.
When compressed against a roughened material, this method accurately replicates details of its surface roughness.
The impression can be studied in either of two ways:
- A simple micrometric dial thickness gage can be used to determine the average maximum peak-to-valley roughness, or "profile," of a replicated surface, or,
- An optical profiling interferometer or similar device can be used to produce maps of the replica's surface topography. This is most appropriate to study of subtle features at the microinch (25 nanometer) level.